| 是否进口:否 | 品牌:英联达13510661044 | 型号:圆柱电池组装及 Pack 生产线 |
| 用途:焊接 | 电流:交流 | 作用对象:金属 |
| 作用原理:脉冲 | 产品别名:锂电池PACK生产流水线整线 |
1. PACK生产线简介、功能和原理介绍
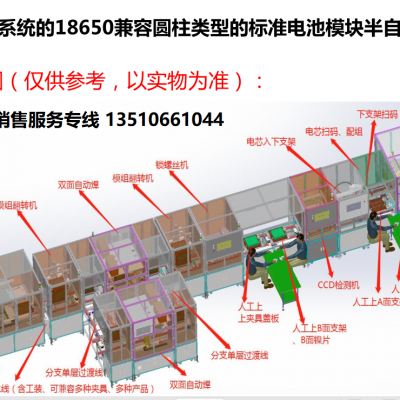
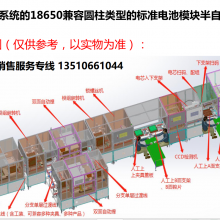
应用于电池系统的18650兼容圆柱类型的标准电池模块半自动化装配。
整线布局图(仅供参考,以实物为准):
1.1 PACK 生产线简介
1. 项目包含 1 套模组及 PACK 线。
序 号 设备名称 产品型号规格 数量
1 18650 兼容电池模块装配线 1 条
英联达——锂电池组装设备与技术服务商
1.2 设备功能
(1)整线设计蓝本参考电芯模组为8并13串,客户要求最多需兼容8并20串
时需更换夹具;
(2)该线实现电池组的半自动生产工艺,整线由:电池单体处理、模组焊接、
PACK组装等三个部分组成,每台设备有独立的控制系统及触摸屏。
1.3 PACK 生产线 CAD 图
2.1 Pack 生产线适应性要求
(1)车间空间外形尺寸要求:根据客户实际厂房面积;
(3)设备电气、消耗电量:220V/50Hz/5 KW;
(4)气源: 压力为 500Kpa~800Kpa,由甲方提供;
英联达——锂电池组装设备与技术服务商
(5)喷涂颜色:设备外观颜色由灰白颜色;
(6)总重与承重面积之比:≤700kg/㎡;
(7)环境温度:0~40℃;
(8)相对湿度:20~80%;
(9)环境洁净度:不低于 10 万级,现场无腐蚀性气体、液体、爆
炸性气体;
(10) 用气制度,连续使用;压缩空气品质、气源管选用不锈钢管;
提供压缩空气压力:0.6~0.8MPa ,消耗量 1 m?/min;
(11)工艺设计、设备设计和设备选型,噪音要求:3m 内小于 75db;
以低噪声的工艺和设备代替高噪声的工艺和设备,在不影响生产及
设备维护的前提下采取有效噪声控制措施。
(12)设备程序可分为自动模式和手动模式,单台设备之间互相独
立。
2.2 工艺技术要求(流程图,供参考)
人工入 B 面镍
片、支架、上夹
具盖板
CCD 极性检测
自动整合上料贴纸分 人工入 A 支架及镍片
自动入电芯
自动锁螺丝
英联达——锂电池组装设备与技术服务商
2.4 整线设备能力要求
(1)装配工段:分为模块前段自动化装配和模块后处理人工装配,
从电芯贴纸分选到焊接过程为前段,从焊接检验到 BMU 装配过程
为模块后处理工段;
(2)自动化操作工序包含:自动整合上料、自动贴纸、扫码、电芯
分选、分选配组、电芯入下支架、CCD 极性检测、按照工艺复杂程
度,可以实现各种复杂工艺的模组自动焊接(人工放置镍片,自动
锁螺丝,安装夹具,人工放置夹具入双面九轴自动点焊机进行焊接,
焊接完,人工把点焊好的模块放置到流水线上);
整线控制:实现自动化上料、各工序物流自动衔接、自动驱动设备
操作;
整线方案可生产 18650/21700 电芯;
整线方案也可分为单机操作(单机操作时 CCD 检测/双面自动
点焊机可兼容其他型号产品)
模组翻转
电阻焊接
(双面 9 轴自动
点 焊 配
WTB-5000B)
模组翻转
机械手自动下模组
英联达——锂电池组装设备与技术服务商
2.5 整线重点工站设备控制要求
整线设备可适应于 18650 圆柱电池模组组装生产; ;
2.5.1 双层倍速链流水线
功能简介:此项目采用倍速链流水线方式运输,采用上下层回流
的方式,夹具由工装底板夹持运输,下夹具盖板整线回流,上夹具
盖板回流至人工装 B 面镍片支架处便取出线体。
设备图片如下(仅供参考,具体以实物为准)
2.5.2 电芯整盒上料贴纸扫码分选一体机
功能简介:整盒上料由皮带线输送 6-7 盒料至上料机,采用机械手
抓取出 10 颗电芯放在皮带线上,由抓料组件移栽到刀模处进行冲切
英联达——锂电池组装设备与技术服务商
贴纸;然后进行电芯值测试进行分到分选滑道缓存,4 条良品存储滑
道+1 条不良品下料滑道(简称 4+1)每条缓存滑道能存储 40PCS.
设备图片如下(仅工参考,具体以实物为准)
2.5.3 人工入 A 面支架、镍片工位:
功能简介:此工位为人工安装 A 面镍片、A 支架至夹具下盖(夹具
下盖为倍速链流水线回流)。此处最多可安排四人并排入座操作。
设备图片如下(仅工参考,具体以实物为准)
英联达——锂电池组装设备与技术服务商
2.5.4 电芯自动入壳
功能简介:下(上)胶框机械手上料;电芯自动给料装置,电芯自
动给料装置需满足成组装配线的成组能力,上料由供应商提供具体
方案。
我司方案:设定好单排入壳数量,机械手可根据所需数量抓取单排
入壳数量(18650 入壳数量单排不大于 10 个,21700 按照 18650
参数计算)放入预入壳工位,进行工艺所需要正负极***自动调换,
调换完正负极后,由四轴机器人抓取***好的电芯进行入壳。
设备图片如下(仅工参考,具体以实物为准)
英联达——锂电池组装设备与技术服务商
2.5.5 CCD 极性检测
功能简介:在线检测,电芯装反机器自动告警,具有不良品处置工
序(人工处理不良)。
设备图片如下(仅工参考,具体以实物为准)
英联达——锂电池组装设备与技术服务商
2.5.6 B 面镍片支架上夹具盖板安装位
功能简介:由人(最多可安排 4 人)并排坐着安装 B 面支架、镍片
以及上夹具盖板(上夹具盖板由倍速链流水回流至此人工位,由人
工取出安装)
设备图片如下(仅工参考,具体以实物为准)
英联达——锂电池组装设备与技术服务商
2.5.7 自动锁螺丝
功能简介:人工将夹具盖盖好后,放入倍速链流至锁螺丝机处截留
根据程序开始锁螺丝,此工序完成后流入下一工序
设备图片如下(仅工参考,具体以实物为准)
英联达——锂电池组装设备与技术服务商
2.5.8 模组翻转 1
功能简介:由模组翻转机将流至此工位的模组进行翻转 90 度,然后
放回工装夹具底板上,流入双面点焊机进行焊接。
设备图片如下(仅工参考,具体以实物为准)